【全新视界!】【(阜阳) 珩磨管_航磨管诚信经营现货现发】产品视频,带你领略产品新风尚!
以下是:【(阜阳) 珩磨管_航磨管诚信经营现货现发】的图文介绍
 珩磨管_航磨管诚信经营现货现发】")
 珩磨管_航磨管诚信经营现货现发】")
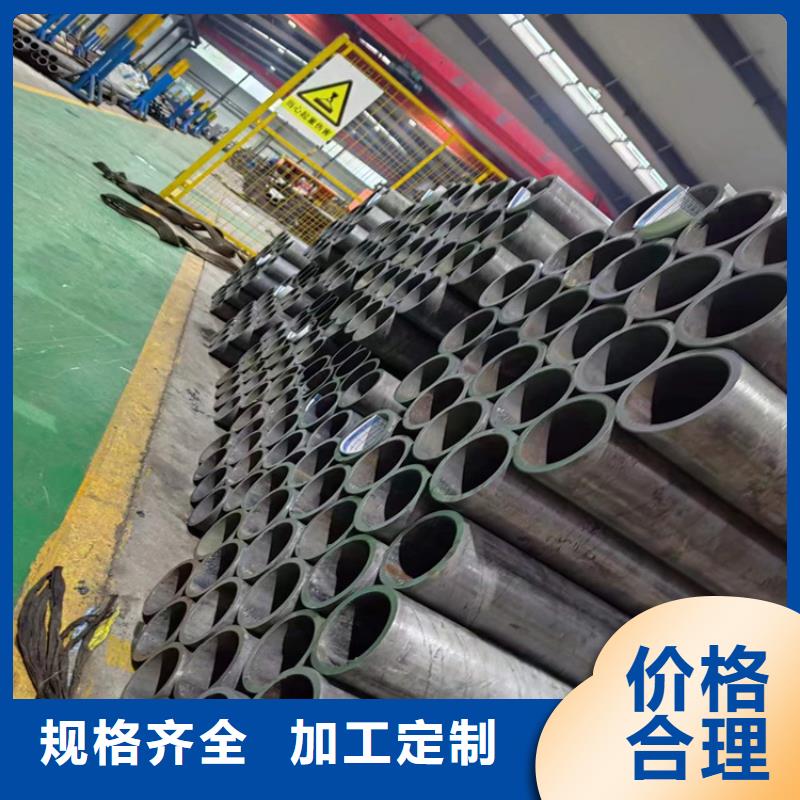
阜阳珩磨管油缸管绗磨管选择合适的珩磨管淬火冷却方法 一般说,珩磨管淬火裂纹产生在珩磨管淬火硬化部分。为了实现珩磨管淬火硬化,必须从奥氏体化温度以大于临界冷却速度进行急冷。热应力和相变应力之和是正值(拉应力)还是负值(压应力),决定了珩磨管淬火裂纹是否发生。为正值易裂,为负值则不易裂。为了防止淬裂,应充分有效地利用热应力,减少相变应力。冷却速度与淬裂的关系(1)预冷珩磨管淬火:把工件自奥氏体化温度取出,先行在空气中预冷一段时间,使各部分温差减小,或在技术条件允许的情况下,令其薄的截面处或棱角处产生部分非马氏体组织,然后再进行全部珩磨管淬火。(2)双液珩磨管淬火:双液珩磨管淬火从单纯防止珩磨管淬火裂纹的观点出发,关键是第二级珩磨管淬火介质的缓冷作用。先强冷后弱冷,如水-油、水-空、油-空气等。珩磨管
 珩磨管_航磨管诚信经营现货现发】")
 珩磨管_航磨管诚信经营现货现发】")
 珩磨管_航磨管诚信经营现货现发】")
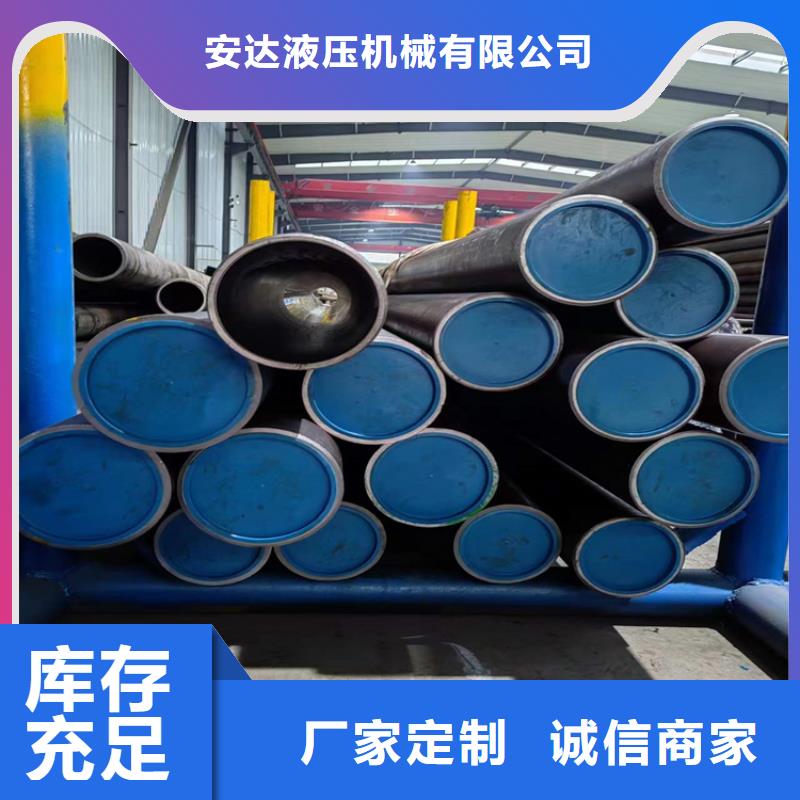
安达液压机械有限公司在多年的 阜阳不锈钢油缸管、经营中以快捷、高效和完善的售后服务,赢得了广大用户的赞同。在 阜阳不锈钢油缸管、市场竞争日益激烈的本日,在发挥自身优势的同时,将借鉴成功企业的经验,不断完善自己,合理调整经营策略,力求适应 阜阳不锈钢油缸管、市场。 我们将坚持质量,信誉至上的宗旨,高层次、高质量、高标准服务于社会。依托完善的现代企业管理和质量体系及先进的质量检测手段,为中外新老客户提供超优质的 阜阳不锈钢油缸管、产品和服务!
 珩磨管_航磨管诚信经营现货现发】")
 珩磨管_航磨管诚信经营现货现发】")
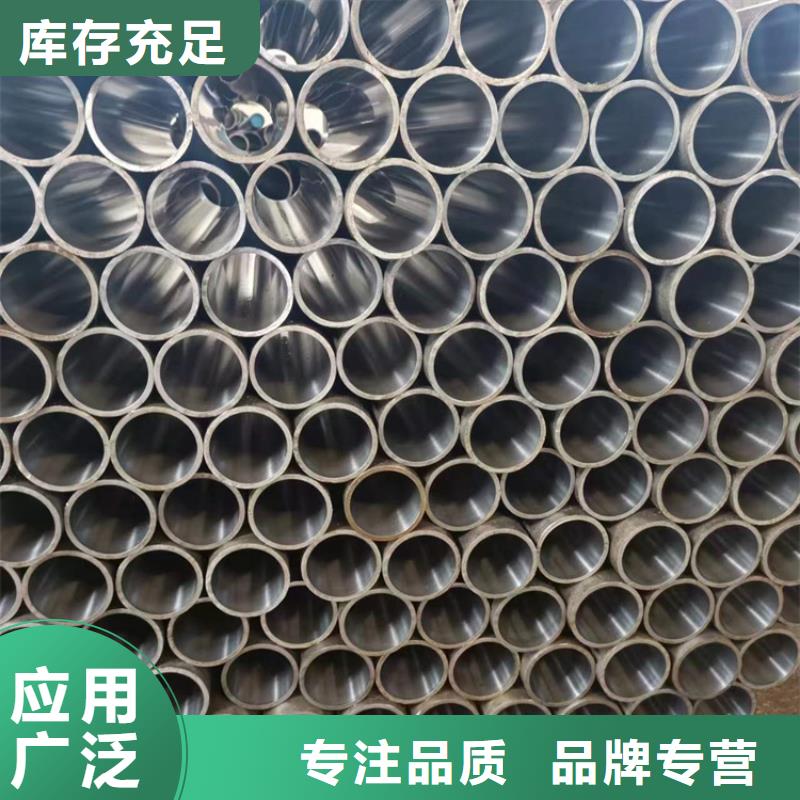
阜阳企业旺旺珩磨管绗磨管油缸管与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。为了提高效率,珩磨管的生产都是机械化方式了,将珩磨头与机床主轴采用浮动连接,以保证余量均匀。由于砂条很长,珩磨时工件的凸出部分先与砂条接触,接触压力较大,使凸出部分很快被磨去,直至修正到工件表面与砂条全部接触。因此,珩磨能够修正前道工序产生的几何形状误差和表面波度误,但不能修正轴线位置误差。
 珩磨管_航磨管诚信经营现货现发】")
 珩磨管_航磨管诚信经营现货现发】")
 珩磨管_航磨管诚信经营现货现发】")
阜阳企业旺旺珩磨管绗磨管油缸管从结构上看珩磨机可以分为卧式和立式两种,卧式珩磨机的工作行程较长,适用于珩磨深孔,深度可达3000毫米。其水平安置的珩磨头不旋转,只作轴向往复运动,工件由主轴带动旋转,床身中部设有支承工件的中心架和支承珩磨杆的导向架。在加工过程中,珩磨头的油石在胀缩机构作用下作径向进给,把工件逐步加工到所需尺寸。而立式珩磨机的主轴工作行程较短,适用于珩磨缸体和箱体孔等,镶嵌有油石的珩磨头由竖直安置的主轴带动旋转,同时在液压装置的驱动下作垂直往复进给运动,从而完成对珩磨管的加工。
 珩磨管_航磨管诚信经营现货现发】")
 珩磨管_航磨管诚信经营现货现发】")
 珩磨管_航磨管诚信经营现货现发】")




 扫一扫
扫一扫